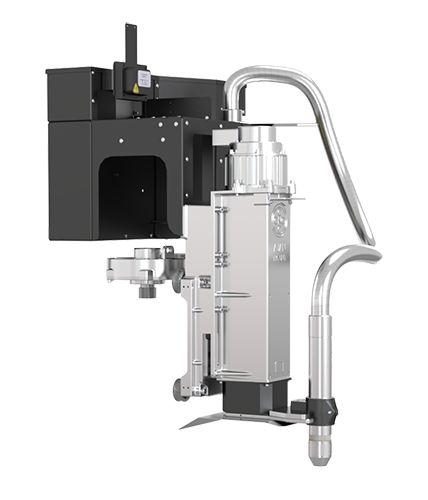
Yukarıda görmüş olduğunuz Ajan CNC'ye ait kesim kafasıdır. Makina çalışmak için 8 Bar Oksijen, 8 Bar Azot, 8 Bar Havaya ihtiyaç duymaktadır. Ayrıca sistemde kurutucu olması, kullandığınız kesim uçlarının uzun ömürlü olmasını sağlamaktadır. Kesim yapacağınız malzeme türüne göre, kesici uçlar değişmektedir.
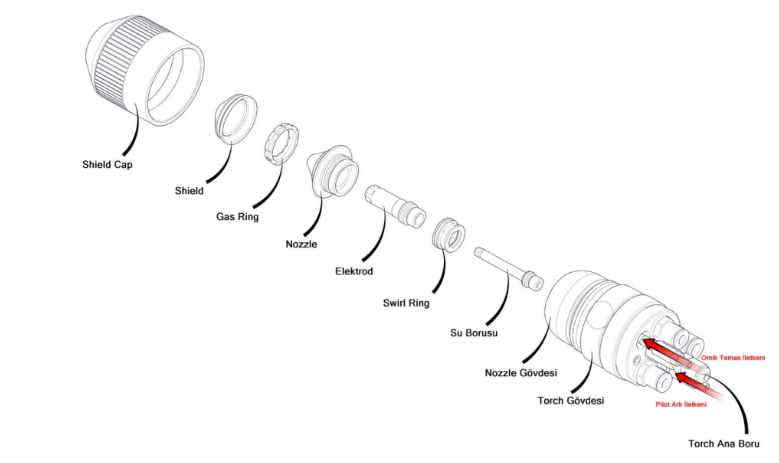
Sarf Malzeme en sık kullanılan, değiştirilen yada bozulan parçalar şu şekilde.
1.Shield
2.Nozzle
3.Elektrod
Zamanla bozulan yada değişmesi gereken parçalar ise,
1.Swirl ring
2.Gas ring
3.Shield Cap
Nozzle gövdesi yada Torch gövdesinin bozulması ise, hemen hemen çok zor. Özel çaba sarf etmeniz gerekir. Nihayetinde kul yapısı.
Keseceğiniz malzeme kalınlığına göre uç seçmeniz gerekir,
30 Amper : 0,5mm / 2mm ye kadar. E0 - SW1 - N1 - G1 - S1 - SC2
40 Amper : 1mm / 3mm ye kadar. E0 - SW1 - N2 - G1 - S2 - SC2
80 Amper : 2mm / 7mm ye kadar. E0 - SW1 - N3 - G1 - S3 - SC2
130 Amper : 5mm / 12mm ye kadar. E1 - SW2 - N5 - G1 - S3 - SC2
260 Amper : 12mm / 30mm ye kadar. E3 - SW3 - N7 - G1 - S4 - SC2
Kesim kalınlıkları, kendi tecrübemize göre verilmiştir, firmanın kendi web sitesinde gerekli detaylı bilgileri alabilirsiniz.
Kesim yapacağınız dosya uzantısı *.dxf ise, G37 Program Adı, dosya uzantısı *.mpg ise G36 Program Adı yazılmaktadır.
Makina üzerinden delikleri büyütmek yada küçültmek isterseniz,
G41 Delikleri daraltmak için kullanılır.
G42 Delikleri bollaştırmak için kullanılır.
Bu işlemde, delikleri ne oranda daraltıyorsanız, dış kesim o oranda büyür, ne oranda bollaştırıyorsanız, dış kesim o oranda küçülür.