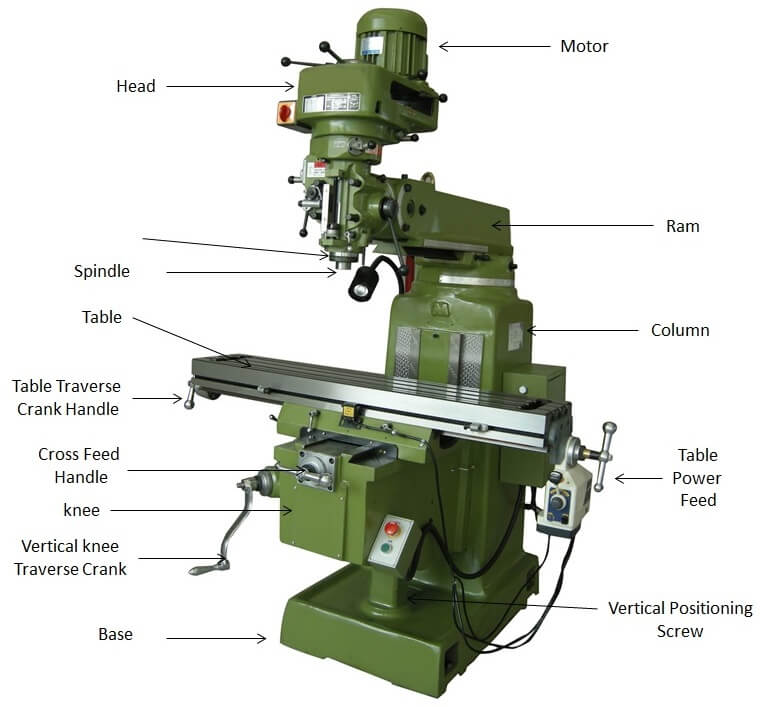
Frezeleme işlemi, malzeme yüzeyinden talaş kaldırma işlemidir. Manuel frezeleme yada CNC kullanılarak bu işlem yapılabilir. Pek çok makina türü bulunmaktadır. Resimde görmüş olduğunuz, standart Üniversal Kalıpçı Freze tezgahıdır.
Bu tezgahın sağ ve sol X eksen hareketi, motorla yada el yardımıyla sağlanmaktadır. Spindle dönme hareketi ise Kayış Kasnak mekanizması ile yapılmaktadır. Y hareketi ise el yardımıyla hareket ettirilmektedir. Z yüksekliği, tezgahın sol kısmında bulunan kol (Vertical Knee Traverse Crank) sayesinde yapılmaktadır. Bu işlem için günümüzde CNC tezgahlar kullanılsada, Yüzey tarama yada gönyeye getirme işlemlerinde pratik olmasından dolayı tercih sebebidir. Soğutma sıvısı olarak Bor yağı yada özel kesme sıvıları kullanılmaktadır.
Yukarıda görmüş olduğunuz Kesici uçlar, frezeleme işlemlerinde kullanılan karbür, hava çeliği, kaplamalı vs. uçlardan bazılarıdır.
Tezgah kesme hızı ve devri, kesici takımın kaldırdığı talaş miktarına ve tezgahın yapısına bağlıdır. Her malzemenin iç yapısı, sertliği farklı olduğu için, hız ve devir tecrübelere dayanılarak ayarlanır. Net bir devir ve ilerleme bilgisi vermek doğru olmayacaktır.
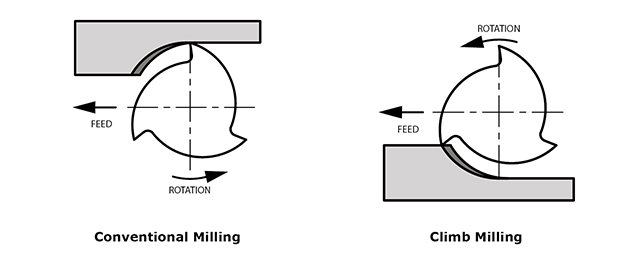
Frezelemede kesme yönü ve ilerleme yönü önemlidir. İki türlü kesme yöntemi vardır, Climb Milling yada Conventional Milling ( Tırmanarak kesme, yada Konvensiyonel Kesme ).
Konvensiyonel Kesme Yöntemi
Avantajları
1. Talaş genişliği sıfırdan başlar ve artar, bu da iş parçasına daha fazla ısının yayılmasına neden olur ve sertleşmeye neden olur.
2.Takım kesimin başlangıcında daha fazla sürtünerek takımın daha hızlı aşınmasına neden olur ve takım ömrünü kısaltır.
3.Talaşlar diş tarafından yukarıya doğru taşınır ve kesicinin önüne düşerek bozuk bir yüzey oluşturur ve talaşların yeniden kesilmesini sağlar.
4.Yatay frezelemede oluşturulan yukarı doğru kuvvetler iş parçasını kaldırma eğilimindedir; oluşturulan kaldırma kuvvetini azaltmak için iş parçasını daha iyi sabitlemek gerekir.
Tırmanarak Kesme Yöntemi
Avantajları
1.Talaş genişliği maksimumdan başlayarak azalır, böylece üretilen ısının talaşa aktarılma olasılığı artar.
2.Takımın daha az sürtünmesine neden olur ve takım ömrünü uzatan daha temiz kesme düzlemi oluşturur.
3.Talaşlar kesicinin arkasından çıkarılır ve bu da talaşların yeniden kesilmesi olasılığını azaltır.
4.Yatay frezelemede iş parçasının aşağıda tutulmasına yardımcı olan aşağı doğru kuvvetler oluşturulur, bu kuvvetlerle birleştiğinde daha az karmaşık iş parçalarına ihtiyaç duyulur
Yatay frezeleme, takımın merkez çizgisinin iş parçasına paralel olduğu zamandır.
CNC işleme merkezi ise, bilgisayar destekli oluşturulan G-code'un makinaya USB veya Ağ üzerinden gönderilerek, parçanın işlenmesine olanak sağlayan makinadır. Tezgah yapısına göre, tabla boyutları 2mtx3mt yada 60cmx250cm gibi ölçülerde olabilir. Başlıca tezgah komutları şu şekildedir.
G KODU A N L A M I
G00 – G0 Kesici takımın boşta hızlı hareketi
G01 – G1 Kesici takımın talaş kaldırarak hareketi olup takım iş parçası ile temas halindedir.
G02 – G2 Saat ibresinin dönüş yönünde (CW) eğrisel hareket.
G03 – G3 Saat ibresinin dönüş yönünün tersi yönde (CCW) eğrisel hareket.
G04 – G4 Bekleme
G15 Açısal koordinat iptali
G16 Açısal koordinat
G17 XY çalışma düzlemi
G18 ZX çalışma düzlemi
G19 YZ çalışma düzlemi
G20 Inç ölçü sistemi
G21 Metrik ölçü sistemi
G28 Referans noktasına dönüş komutu
G31 Satır atlama komutu
G33 Diş açma komutu
G40 Takım yarıçap telafisi iptali
G41 Takım yarıçap telafisi solda
G42 Takım yarıçap telafisi sağda
G43 Kesici takım boy telafisi + yönde
G44 Kesici takım boy telafisi - yönde
G50 Ölçeklendirme komutu iptali
G51 Ölçeklendirme komutu
G54 İş parçası sıfırı
G55 – G59 Farklı iş parçası sıfır noktaları seçimi
G73 Yüksek hızda gagalamalı delik delme
G74 Ters/Sol kılavuz çekme
G76 Hassas delik işleme
G80 Delik delme çevrimleri iptali
G81 Delik delme çevrimi
G82 Delik delme ve delik sonunda bekleme çevrimi
G83 Gagalamalı delik delme çevrimi
G84 Kılavuz çekme çevrimi
G85 Rayba çekme
G86 Delik büyütme ve hızlı geri çıkış
G87 Alttan delik büyütme
G88 Delik büyütme ve el tamburu ile uzaklaştırma
G89 Delik büyütme ve delik sonunda bekleme
G90 Mutlak (Absolute) koordinat sistemi
G91 Eklemeli (Incremental) koordinat sistemi
G94 İlerleme mm/dakika
G95 İlerleme mm/devir
G98 Takımın çevrim başlangıcındaki Z seviyesine geri çıkışı
G99 Takımın çevrim içinde tanımlanan R seviyesine geri çıkışı
G98 İlerleme mm/dak.
G99 İlerleme mm/devir
CNC işleme merkezi programlarının yazımında kullanılan M kodları aşağıda gösterildiği gibidir. Bu kodlar M harfi ve bunu takip eden 2 haneli rakamlardan oluşup M00 – M99 arasındadır.
CNC İŞLEME MERKEZİ M KODLARI
M KODU A N L A M I
M00 Program durdurma
M01 İsteğe bağlı durdurma
M02 Program sonu (Tek parça imalatında)
M03 Tezgâh milini saat ibresinin dönüş yönünde (CW) döndürme
M04 Tezgâh milini saat ibresinin tersi dönüş yönünde (CCW) döndürme
M05 Tezgâh milini durdur.
M06 Kesici takım değiştirme
M08 Soğutma sıvısını açma
M09 Soğutma sıvısını kapatma
M30 Program sonu ve tekrar program başına dön
M98 Alt program çağırma
M99 Alt program sonu